Journal Name: Scholar Journal of Applied Sciences and Research
Article Type: Case Study
Received date: 07 May, 2019
Accepted date: 18 May, 2019
Published date: 27 May, 2019
Citation: Asari R (2019) Resistance Spot Welding- Weldability Lobe Simulation Development. Sch J Appl Sci Res Vol: 2, Issu: 7 (01-05).
Copyright: © 2019 Asari R. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Resistance Spot Welding (RSW)
A process in which contacting metal surface points are joined by the heat obtained from resistance to electric current. It is a subset of electric resistance welding. Work-pieces are held together under pressure exerted by electrodes. Typically, the sheets are in the 0.5 to 3 mm (0.020 to 0.118 in) thickness range. The process uses two shaped copper alloy electrodes to concentrate welding current into a small “spot” and to simultaneously clamp the sheets together. Forcing a large current through the spot will melt the metal and form the weld. The attractive feature of spot welding is that a lot of energy can be delivered to the spot in a very short time (approximately 10-100 milliseconds). That permits the welding to occur without excessive heating of the remainder of the sheet [1] (Figure 1).
In automobile manufacturing industries, spot welding is commonly used to weld sheet metal to form a car. This is because the operational cost of spot welding is comparatively low [2] and the process is relatively short compared to other joining techniques. Nowadays, most of spot welding line are automated using robots, results in high productivity and improving weld quality consistency. This is aligned with Industry 4.0 - towards robotic and smart manufacturing processes [3].
Weldability Lobe
A graphical presentation represent the range of acceptable welding parameters set [4] (weld force, weld current & weld time) that may results in acceptable weld qualities in term of spot weld nugget diameter & splash (spatter). According to ISO 14327, there are 2 types of spot weldability lobe (Figure 2).
The first graph (a) shows weld time versus weld current graph, at constant weld force. While the second graph (b) shows weld force versus weld current graph, at constant weld time. The region inside the curve for both graphs are ‘acceptable’ weld region according to design requirements. The weld design requirements may vary between automotive car makers, but the fundamental is same. The main purpose to simulate the weldability lobe [5] is to identify the optimized process window of welding parameters to achieved desired spot weld quality while reducing operational cost especially on welding power consumption & consumables.
Energy Efficiency Effect on Weldability Lobe
Energy efficiency for spot welding plays important role when it comes to overall welding quality & operational cost - utilities & welding consumables. Higher efficiency means wider welding process window / welding Lobe - lower welding current & shorter welding time can be selected, resulting lower power consumption while reduces sputter for each spot welding of automotive body. The impact can be seen if comparing between AC & DC spot welding - AC takes more 10% in total energy to produce same weld size compared to DC [6].
Figure 1
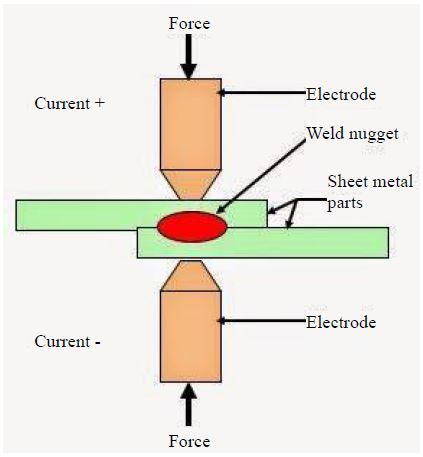
Figure 1:Spot welding configuration.
Figure 2
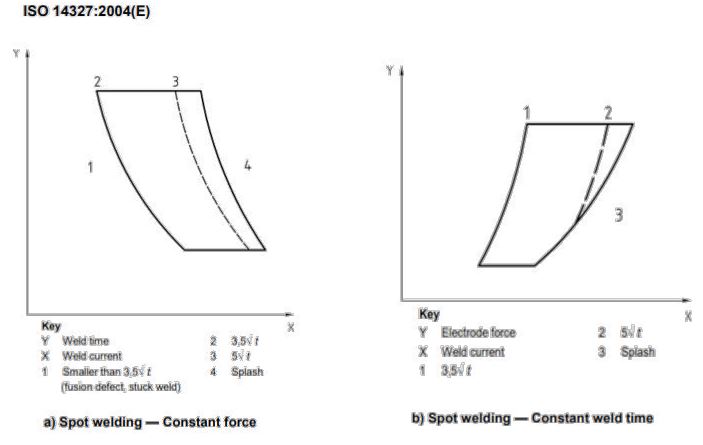
Figure 2:Weldability Lobe according to ISO 14327:2004(E).
The trend of spot welding machine nowadays is towards energy efficient & compact design (small size & light in weight) - which means high frequency of DC welding machines are getting attention by automotive car maker for welding process. Same goes to electrode tip design - higher conductivity electrode tips are developed to improve overall energy efficiency during spot welding process [7].
Welding Process Window - Weldability Lobe Simulation
In modern welding activities, the welding simulation software is widely used to select the best parameters that meet the manufacturer’s requirement since in a car BIW, the spot weld points are around 4000 to 6000 spots with a lot of different types of material combination & thickness used. The examples of welding simulation software are SORPAS & Simufact. The simulation software may help welding engineers to do welding simulation and optimize welding process parameters (Figure 3).
Welding Lobe Simulation - Mathematical Modelling Technique
In Resistance Spot Welding, there are 3 major variables or parameters that directly contributed to spot weld nugget formation. The parameters are shown in Figure 4.
There are 3 main factors that may effect on weld nugget formation which are type of sheet material to be welded, welding equipment and welding process parameters itself. The following figure shows how all those factors are combined to simulate spot weld nugget formation (Figure 5);
Base on the Figure 4 inputs from welding process parameter (weld force, weld current & weld time), 3 inputs from sheet material to be welded (sheet material type - steel, aluminum etc., sheet thickness & coating / non coating sheet - zinc..etc.,), and 3 inputs from welding equipment level (transformer type, electrode material & electrode shape) are taken into account in developing mathematical modelling to simulate weld nugget formation.
Figure 3
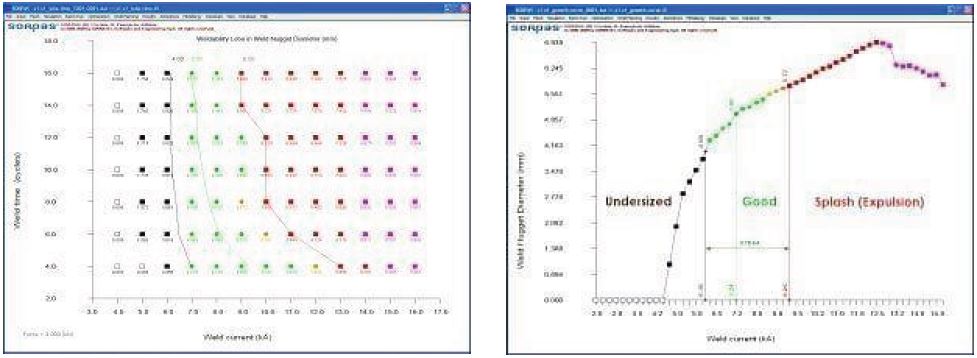
Figure 3:Weldability Lobe generated by SORPAS software by SWANTEC.
Figure 4
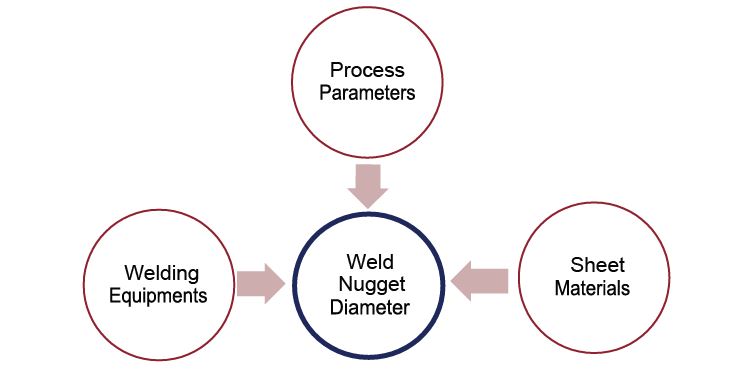
Figure 4:Factors affecting weld nugget diameter.
Figure 5
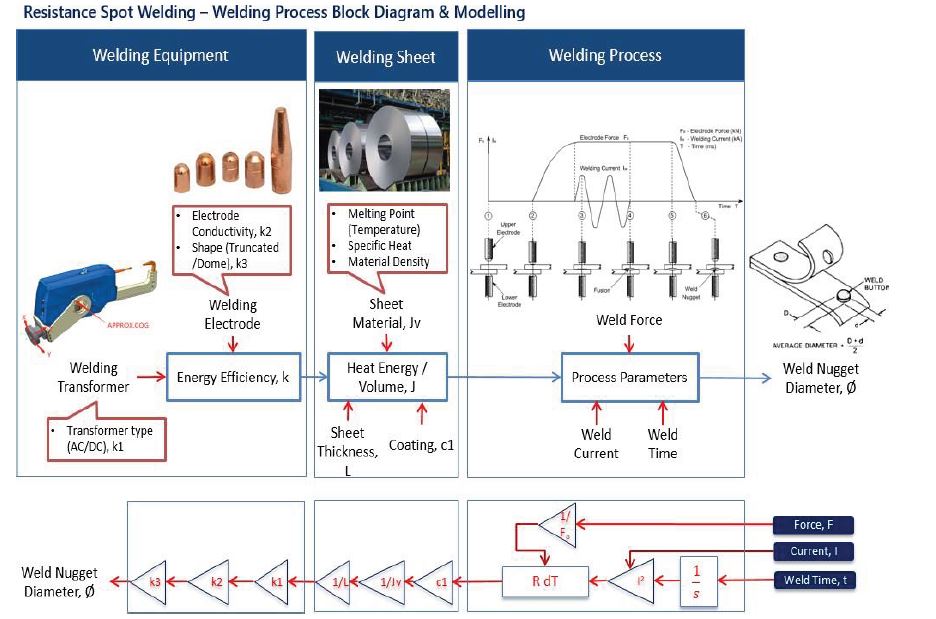
Figure 5:Spot welding block diagram and modelling.
Figure 6
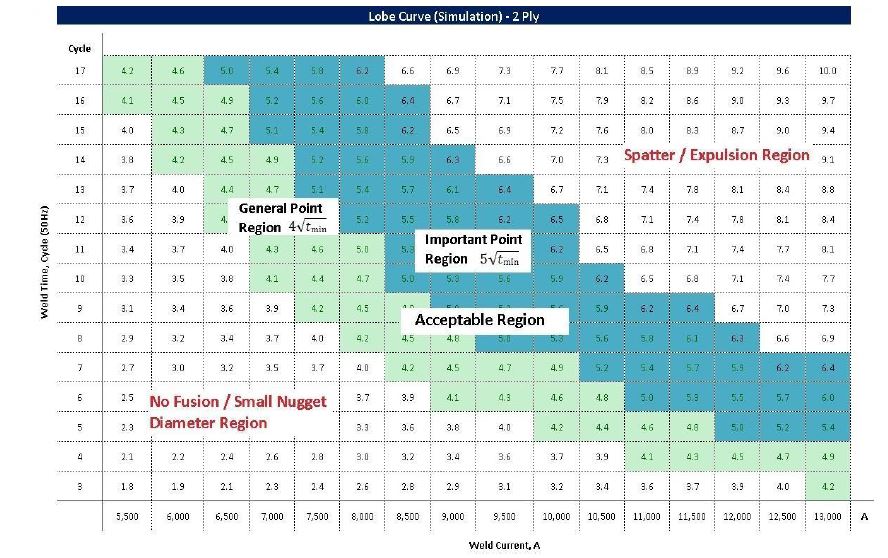
Figure 6:Lobe curve generator’s overview.
Figure 7
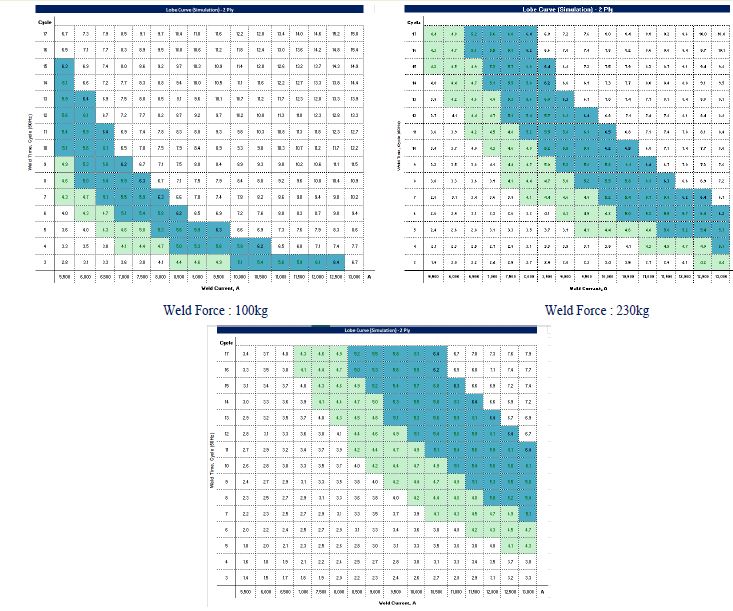
Figure 7:Weldability Lobe – Impact of Varying Welding Force.
Welding Lobe Simulation - Lobe Curve Simulator
In order to assist manufacturing in automotive body shop (spot welding process), simple process window simulator (weldability / lobe curve) [8] is developed to guide welders / engineers to set the optimized welding parameters or to simulate the impact of welding parameters variation to the Lobe curve for AC & DC spot welding of 2 or 3 sheet metal’s combination. This simple process window simulator (weldability / lobe curve) that using simple mathematical model [9] in Microsoft Excel, then is verified using spot welding - process parameters chart. The capability of this simulator is to generate spot welding process window (lobe curve) for different thickness of automotive body sheet metal & welding transformer types (AC or MFDC). The accuracy of this simulator is 90% against actual data obtained at production line (Figure 6).
By using this weldability lobe simulator, the welding engineers or technicians can also simulate the impact of varying welding process parameters – weld current, weld force and weld time as following examples (Figure 7);
This simulator is very useful for welding parameters optimization process to reduce utilities cost & prolong welding consumables life span, hence, reduce total automotive body manufacturing cost.

View pdf
Download pdf
Wikipedia[ Ref ]
Asari Mohd Rashidi. Laser Welding vs Spot Welding.[ Ref ]
Asari Mohd Rashidi. Automotive Body Shop Industry 4.0.[ Ref ]
Kim Ui-hwan. Analyses of Resistance Spot Welding Lobe Curve.[ Ref ]
Asari Mohd Rashidi. Resistance Spot Welding - Weldability Lobe Simulation.[ Ref ]
Feng, Eugene. Energy Efficiency in AC & MFDC Resistance Spot Welding.[ Ref ]
Asari Mohd Rashidi. Resistance Spot Welding - Energy Efficiency.[ Ref ]
Asari Rashidi. Resistance Spot Welding - Lobe Curve Generator.[ Ref ]
Asari Rashidi. Spot Welding Basic Parameters Setting.[ Ref ]
